


Processors know that hot runners can be temperamental and need more care than basic molds. If you are using heat-sensitive resins in hot runners, you need to be even more careful. Pay close attention to how long a heat-sensitive resin is exposed to processing temperatures. Consider entering the feed throat as the start of the process as the resin is first introduced into the screw and barrel, continues throughout the barrel into the nozzle, and finally through the manifold, drops, and tips of the hot runner system. If your resin spends too much time in any of these areas, you could find yourself dealing with degradation. You may notice a something minimal like a slight change in color or as complex as the cross-linking of molecular chains.
There are essentially 4 types of heaters in a hot runner system:
- The sprue bushing is the part of the mold that the nozzle tip seats off on when the injection unit is moved forward against the mold, at the locating ring. This is normally a single heater. The design intent is to bridge the gap between the nozzle tip and the hot runner manifold. It is usually a single zone and responds to temperature changes quickly.
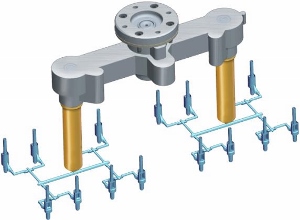
- The manifold heaters are typically high amperage heaters designed to heat large portions of the runner system. The design intent of the manifold is to maintain the temperature of the resin as it is injected into the mold, and distribute the melt to the drops. This is commonly a “H” shape. Heating elements on manifolds are responsible for very large surface areas and are slow to respond to temperature changes.
- The “drops” are cylindrical in shape, coming off of the manifold in a perpendicular direction. The heater bands are normally wrapped around the outside of the drop. The design intent of the drops is to get the melt from the manifold to the location in the mold cavity where the gate is located. Drop heaters are responsible for minimal surface area and respond quickly to temperature changes.
- The “gate tips” or “drop tips” are at the very end of the hot runner system, on the end of the drops. This is the point where molten plastic enters into the mold cavity or secondary runner. (Some systems have valve gates in this location to physically open and close the gates as needed) These are normally low amperage heaters responsible for a very small surface area. They respond very quickly to temperature changes.
When starting up a hot runner mold with a heat sensitive resin, remember to minimize the time the resin is exposed to processing temperatures. With the screw and barrel at operating temperature, start heating up the hot runner system. Make sure that all mold cooling water is turned on and flowing.
- First turn on the sprue bushing and manifold heaters only. The sprue bushing should come up to setpoint temperature quickly with the manifold heaters lagging considerably. This is normal. You may see material drooling out of the sprue bushing, this is also normal.
- When the manifold temps are at approximately 75% of set point, turn on the drops. The goal is to have the manifold and drops reach set point at the same time.
- When the manifold and drops are up to temp, turn on the gate tips. As the tips are coming up, purge and refill the barrel with fresh material (to minimize temperature exposure and residence time).
- Move to injection unit forward against the mold after insuring the sprue bushing is free of drool.The entire hot runner should be up to temperature at this point.
Once you've followed these steps, start up production.
To stop production:
First, just turn off the manifold zones only. Allow the press to cycle for 2-3 more shots. Then you should shut off all of the remaining zones. Allow the press to cycle for 1-2 more shots. Retract the injection unit and purge out the screw and barrel. Now your shutdown is complete.
This process may be complicated, but is well worth the time and effort. Properly shutting down makes start-ups easier and less problematic.
Purging Compounds are another solution for shutting down and starting up that don't require turning individual heater zones on and off. A good high temperature grade of purging compound, like the Asaclean PF Grade, can be used to purge out the machine and hot runner at shutdown. The purge compound is much more stable at high temps and is not as sensitive to residence times. Start-ups only require bringing the hot runner up to temp, displacing the purging compound from the system, and starting up.



Comments