


A profile extrusion plant presented us with a reduced output problem. Production was deemed “too slow” when compared to output back when the machines were new. Previously recorded output measured 7.5m per minute but now were seeing outputs around 6.3m per minute, a loss of production efficiency of 16%.
On top of that, they would scrap hundreds of lbs of resin monthly fighting off carbon contamination. Reviewing the maintenance and purge history of the targeted extruder, they had purged for several years with just virgin resin. As we've mentioned before, virgin resin & regrind do not having cleaning properties or detergency, so they don't actually clean your machine. Over time, your old resins layer on the screw, barrel, and near the edges of the die. Due to the complexity of the setup and anticipated headaches of a manual teardown, screw pull wasn't a viable option. This led to layers building up over time which kill your efficiency.
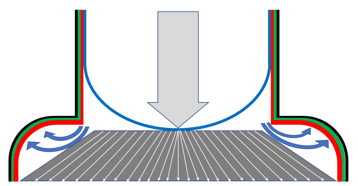
Furthermore, downstream hardware such as gear pumps, breaker plates, transfer tubes, dies, and filters/screens packs also are vulnerable to the same effect, potentially causing production issues ranging from reduced output to extended downtimes due to maintenance. Purging with resin only counts on viscosity with hopes of “pushing” out targeted resins with efficiency. Virgin resin, like any thermoplastic polymer, runs through the extruder with laminate flow, where different layers of the resin flow at different speeds. Laminate flow dictates that the center layer moves fastest, while the outer layers run at slower speeds. If you look at the diagram at the top of this blog, you can see how resin moves slower towards the edges, making it more likely to hang up. More so, these external layers eventually slow down to a stand still, resulting in layers of resin covering the targeted resin for removal. This process, when repeated over and over, results in layer after layer leading to increased residence times that eventually become issues of degradation and finally, carbonization.
Defining the actions responsible for the creation of resin layers is an important step during revisions of corresponding purge programs. This information helps to define the severity and thickness of the layers and directly influences purge grade recommendations to help remove the layers, or to assist in manual cleaning during a maintenance event. This would be the first step when changing from past methods responsible for layering to updated best practices that specifically prevent layer formation, seeing this as a best case scenario.
Ready to reduce your production downtime to protect your profits? Learn more about how purging compounds and process efficiency work in tandem.



Comments